


河北京齒機械-齒輪加工方(fāng)法:齒(chǐ)輪毛坯經過(guò)滾齒或插齒後,齒輪零件的(de)齒形(xíng)往(wǎng)往是精加工的。磨齒主要用於精加工硬化齒輪。因為磨齒可以修正齒輪預加工的各種誤差(chà),所以加工精度高。磨齒後精度一般能達到(dào)6級以上(shàng)。下麵分(fèn)享河北京齒(chǐ)機械磨齒加工的方法。
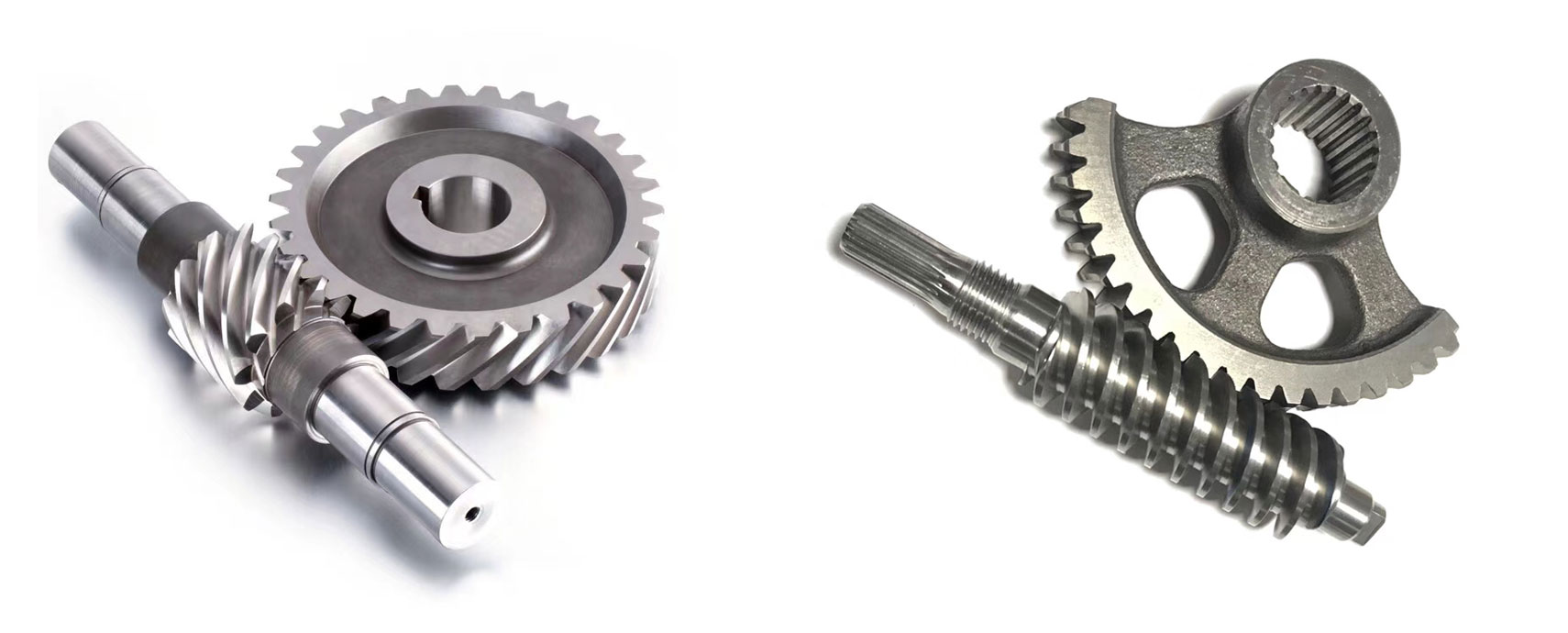
1.連續索引和生成(chéng)方法
用連續分(fèn)度(dù)展成法工作的磨齒機,是用蝸輪來磨齒的,故稱蝸輪磨齒機。其工作原理與滾齒機相同,但軸向進給運動一般(bān)由工件(jiàn)完成。由於在加工過程中連(lián)續磨(mó)削,其生產率(lǜ)是各種磨齒機中高的。其缺點(diǎn)是砂輪修整困難(nán),難以達到高精度(dù)。磨削不同模數的齒輪時,需要更換砂輪。連接砂輪和(hé)工件的(de)傳動鏈中每個傳動(dòng)環(huán)節速度都(dōu)很高,機械(xiè)傳動容易產(chǎn)生噪音,磨損快。這(zhè)種磨齒方法適用於中小模數齒輪的批量生產。
2.單齒分度展成法
根據砂(shā)輪的形狀,有錐(zhuī)形砂輪磨床、碟形砂輪磨床等。可以用(yòng)在這種研磨方法中。它們的工作原理是一樣的,都是利用齒條齒輪(lún)的齧合原理來磨(mó)齒。加工時,被切齒輪來回滾動一次,完成一個或兩個齒麵的磨削,所以需要多次分度加工,才能完成所(suǒ)有齒麵的加工。
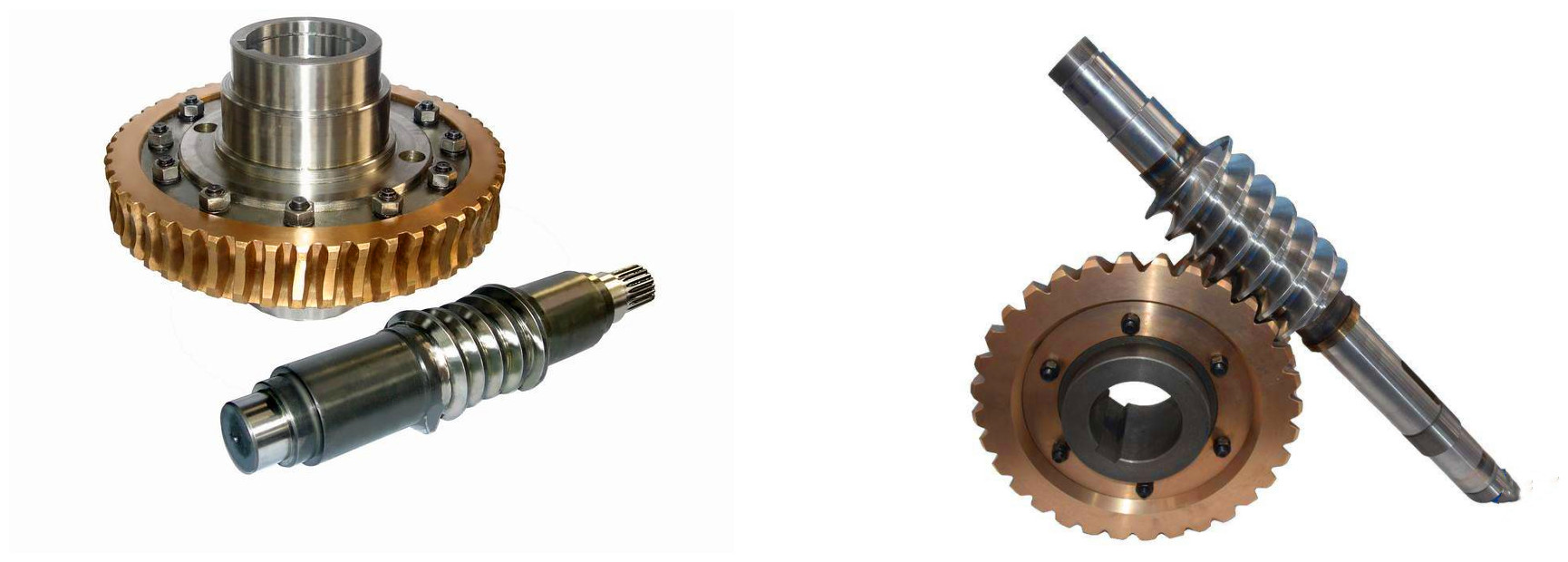
3.用圓盤砂輪磨齒
圓盤磨削法加工精度高。主要原因是砂輪的(de)工作刃很窄,磨(mó)削接觸麵積小,磨削力和熱量也很(hěn)小。機床配有砂輪自(zì)動修整補償裝(zhuāng)置,使砂輪(lún)始終保持鋒利和良好的加工精度。因此磨削精度高,可達4級,是各類磨床中高的。其缺點是砂輪剛性差,磨(mó)削(xuē)量有限,生(shēng)產率低(dī)。
4.用錐形砂(shā)輪磨齒
圓錐砂輪磨齒機的生產率比圓盤砂輪磨齒機高(gāo),主要是因為圓錐砂輪的剛性更高,可(kě)以選擇更大的切削量。其(qí)主要缺點是(shì)砂輪形狀不易精確修整,磨損快且不均勻,加工精度低。
河北(běi)京齒機械科技科技有限公司專業精密傳動件(jiàn)供應商,產品涵(hán)蓋:精(jīng)密齒輪,齒條,同步帶輪,蝸輪蝸杆,絲杠絲母,花鍵軸套,鏈輪等(děng)傳動件,可以(yǐ)根據圖紙或(huò)樣品非標訂製加工(gōng)。廣(guǎng)泛應用於製藥,食品,包裝,印(yìn)刷(shuā),機器人,衛星,醫療,罐裝,輸送,礦山等行業機械設備(bèi)領域!


